【愚公系列】2023年12月 智能制造理论篇-MES系统的生产调度技术思路

🏆 作者简介,愚公搬代码
🏆《头衔》:华为云特约编辑,华为云云享专家,华为开发者专家,华为产品云测专家,CSDN博客专家,阿里云专家博主,阿里云签约作者,腾讯云优秀博主,腾讯云内容共创官,掘金优秀博主,51CTO博客专家等。
🏆《近期荣誉》:2022年CSDN博客之星TOP2,2022年华为云十佳博主等。
🏆《博客内容》:.NET、Java、Python、Go、Node、前端、IOS、Android、鸿蒙、Linux、物联网、网络安全、大数据、人工智能、U3D游戏、小程序等相关领域知识。
🏆🎉欢迎 👍点赞✍评论⭐收藏
🚀前言
生产计划与调度是指对生产过程中所涉及到的资源进行规划和安排,以达到生产组织的目标。生产计划是根据市场需求和生产能力制定的生产计划,并对所需的资源进行分配和安排的过程。生产调度则是在生产计划的基础上按照时间表进行任务的指派和资源的调度,以确保生产过程的高效率和高质量。生产计划与调度可以提高生产效率、减少成本和提高产品质量。
🚀一、快速响应制造执行的生产调度技术思路
🔎1.排产与调度关系
排产和调度是生产计划中的两个重要环节,它们之间有着密切的联系和互相依存的关系。
排产是根据市场需求、生产能力等因素,将生产计划转化为具体的生产任务,并确定生产所需的资源(如原材料、设备、人力等),制定生产计划的时间表。
而调度则是在排产的基础上,实时地根据生产现场的情况进行调整和安排,以保证生产计划的顺利实施。调度的主要任务是把生产任务合理地分配给各个生产部门,并且确保它们在合理的时间内完成生产任务。
排产和调度是相互依存的,排产提供了生产计划的任务清单和所需资源的列表,调度则负责对任务进行优化安排,确保生产计划的顺利实施。只有两者密切配合,才能保证生产计划的顺利实施,提高生产效率,降低生产成本。
生产调度的目标是达到作业有序、协调、可控和高效的运行效果,作业计划的快速生成以及面向生产扰动事件的快速响应处理是生产调度系统的核心和关键。为了顺利生成作业计划,需要为调度系统提供完整的产品和工艺信息,生成作业计划后以友好的界面进行呈现,制造执行过程中的实际执行数据通过系统采集后反馈作为动态调度算法的输入,由动态调度算法形成新的作业计划,实现闭环的生产调度控制。
🔎2.生产调度技术框架
生产调度流程(生产任务信息读取——作业调度——生产状态采集——快速响应动态调度)。
制造执行过程协调、混线生产作业调度、快速响应动态调度是制造业中非常重要的三个环节,它们之间的关联关系如下:
- 制造执行过程协调和混线生产作业调度之间的关系:
制造执行过程协调是通过计划、调度和监控等手段,确保生产过程中各种资源的有序使用,使生产能够高效地进行。而混线生产作业调度则是根据实际情况和生产计划,对各个生产环节进行统筹安排,确保生产作业按时、按量完成,并且在生产过程中合理地控制物料的流转和车间的运行。
因此,制造执行过程协调和混线生产作业调度是密切相关的。制造执行过程协调为混线生产作业调度提供了必要的生产资源和生产计划,同时混线生产作业调度也反馈了实际生产情况,在制造执行过程协调中进行调整和优化,以保证生产过程的顺利进行。
- 制造执行过程协调和快速响应动态调度之间的关系:
制造执行过程协调主要是依据计划对生产过程进行协调和控制,而快速响应动态调度则是在生产过程中出现了突发情况时,及时进行调整和优化,以保证生产能够继续进行。
因此,制造执行过程协调和快速响应动态调度是相互补充的。制造执行过程协调提供了生产的基本计划和控制,在生产过程中遇到突发情况时,可以通过快速响应动态调度进行调整和优化,保证生产的顺利进行。同时,快速响应动态调度的优化结果也可以反馈到制造执行过程协调中,作为对生产计划和控制的调整和优化。
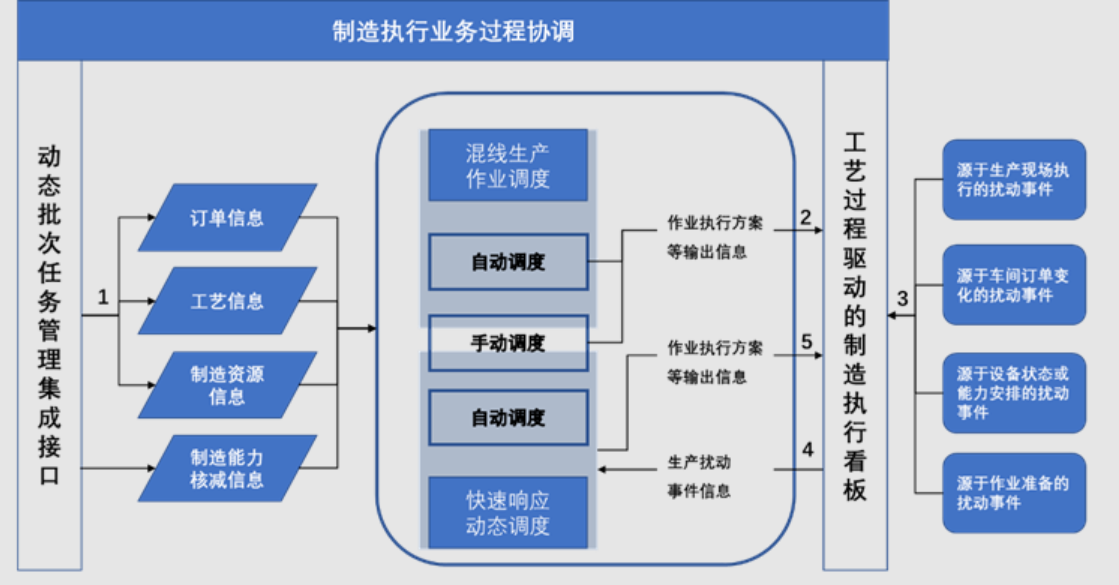
1)为了实现作业计划的安排,必须通过集成接口与动态批次任务管理获得订单信息、工艺信息和制造资源信息等,即接口“1”。
2)综合利用自动调度和手工调度的形式,实现混线生产作业执行方案等信息的输出,即接口“2”。
3)工艺过程驱动的制造执行看板接收作业调度方案,进行面向现场的作业周转控制,并在这个过程中收集源于生产现场执行的扰动事件、源于订单变化的扰动事件、源于设备状态或能力安排调整的扰动事件以及源于作业准备的扰动事件,即接口“3”。
4)将收集到生产扰动事件信息反馈到快速响应动态调度,进行作业计划的调整,即接口“4”。
5)快速响应动态调度将更新的作业排产方案等信息输出到制造执行看板,即接口“5”。
6)在有新任务下达时或者基于企业的调度窗口范围,基于已有的作业调度方案,进行持续的滚动窗口作业排产,通过接口“6”获得上次已经安排但尚未执行的作业工序集,通过制造资源的能力核减,进行作业计划排程。
🔎3.多品种变批量混线生产作业调度
多品种变批量混线生产作业调度的目的是综合考虑零件交货期、有限制造资源基础上,建立以逻辑制造单元为核心的批产型关键件零件的流水式与普通零件离散式生产结合的混合运行机制,实现基于设备能力共享的单元内外制造资源的持续优化配置,快速形成优化的作业排产方案。就技术分类而言,多品种变批量混线生产作业调度主要包括:流水与离散相结合的混线自动调度和人机交互模式的作业计划生成与调整。综合利用自动和人机交互技术,可以生成一个较为合理的作业计划以指导实际生产。
1)基于规则的自动调度
主要功能是在读入数据后根据零件的艺路线、交货期、工时等信息在工序选择规划的协助下,从众多待调度工序中选取唯一一个调度工序,利用混线生产中的动态优先级算法,根据零件采用的加工模式,调整其零件内后续工序的加工优先级,在设备选择规划和逻辑制造单元信息的协助下,从调度工序对应的可选加工设备中选取合适的加工设备,利用的动态优先级算法对该单元内设备加工该零件剩余工序的加工优先级进行调整,然后根据混线生产中的统一调度规则和约束规则将调度工序以紧前或者插入的方式添加设备的加工序列中。如此循环,直至所有待调度工序完成调度,生成作业计划。
2)人机交互的作业调度
主要功能是一方面在当前工序没有调度时,通过人机交互界面为调度人员提供当前工序的最早可开始时间、当前工序所属零件的交货期和当前工序的可选设备以及设备的利用率等信息,调度人员在这些辅助信息的帮助下利用自身的经验参考企业的生产习惯,通过人机交互界面对当前工序进行手动调度。另一方面,当工序已经完成调度,但是当前工序的作业计划由于不符合生产习惯等原因要进行调整,则系统通过人机交互界面为当前工序提供工序的可选设备及设备使用情况等信息,调度人员根据自己的需要调整当前工序在设备内的加工位置或者调整当前工序的加工设备,然后系统对当前工序的后续工序进行搜索,根据具体情况对受影响的后续工序的计划开始/结束加事件进行调整。
🔎4.快速响应动态调度
快速响应动态调度是主要目标是对制造执行过程中出现的各种生产扰动事件进行快速的作业计划调整处理,以保证作业计划能够始终保持与生产现场实际状态的高度一致性,避免出现计划与现场脱节的问题,通过动态调度保证作业计划始终能够对实际生产具有指导性。快速响应动态调度的输入来自过程协调所采集到的扰动事件及其信息,并将结果在制造执行看板中进行更新。主要采用两种处理形式:自动响应和人机交互响应。
1)自动响应方式
自动响应方式是指当扰动事件上报后,动态调度模块一旦探测到扰动事件发生,则根据扰动事件的种类自动对作业计划进行调整。在调整过程中遵循的原则是不影响工序加工设备和尽量保持加工设备内的加工序列不变。自动调度有利于快速响应,快速生成新的作业计划。
2)人机交互响应方式
人机交互响应的方式是指给出未处理的扰动事件列表,由操作人员决定是否处理这些扰动事件,操作人员通过人机交互界面根据生产情况和个人经验选择处理的扰动事件,并给出扰动事件处理约束,计算机辅助完成受影响工序调整工作,生成重调结果,下达到生产现场。人机交互的扰动事件处理可以有效发挥调度人员的经验。
🚀感谢:给读者的一封信
亲爱的读者,
我在这篇文章中投入了大量的心血和时间,希望为您提供有价值的内容。这篇文章包含了深入的研究和个人经验,我相信这些信息对您非常有帮助。
如果您觉得这篇文章对您有所帮助,我诚恳地请求您考虑赞赏1元钱的支持。这个金额不会对您的财务状况造成负担,但它会对我继续创作高质量的内容产生积极的影响。
我之所以写这篇文章,是因为我热爱分享有用的知识和见解。您的支持将帮助我继续这个使命,也鼓励我花更多的时间和精力创作更多有价值的内容。
如果您愿意支持我的创作,请扫描下面二维码,您的支持将不胜感激。同时,如果您有任何反馈或建议,也欢迎与我分享。

再次感谢您的阅读和支持!
最诚挚的问候, “愚公搬代码”

- 点赞
- 收藏
- 关注作者
评论(0)