参考:连接装配与仓库 用数据驱动物流

物联网技术目前处于大规模产业应用阶段,是引入到企业管理的好时机。好的技术可以简单有效,无需那些高大上的包装。
本文旨在抛砖引玉,虽然出于商业考虑做了一些简化,但作为案例参考,希望对大家规划工厂业务的持续优化有启发。
案例基本信息
某装配生产型企业有若干条生产线,其基本信息如下。
1、每条生产线上有若干个工序岗位。
工序间关联,上一道工序完成后下一道工序继续。
2、每个岗位涉及若干种零件的组装。
岗位所对应的料盒独立,所需零件独立配料。
3、目前配置了 3 名专职物料管理与配送人员。
在成本可接受的情况下,兼顾了多个岗位需同时配料的情景需求,也增加了巡检的频次。
存在的问题
现象 :补料效果差。
某装配生不同岗位零件需求不同,用量不同,或者因补不及时造成生产暂停,或者因补料过度,增加库存,也增加物料配送成本。
现象:补料投入大。
物料配送人员走动巡检投入大,效果不明显,遇到缺料时,尤其是多个岗位缺料时对于配送速度要求高。
现象:装配效率受影响。
对于装配工,既要专心装配,又要随时注意料盒中零件的剩余情况,还得停下手头工作联系物流管理人员,影响工作效率。
技术方案
1、 基本思路。
借助物联网技术,连接操作台与仓库的需求,让信息多跑路,让工作更专注,降低人工成本,降低库存压力。
2、方案简述。
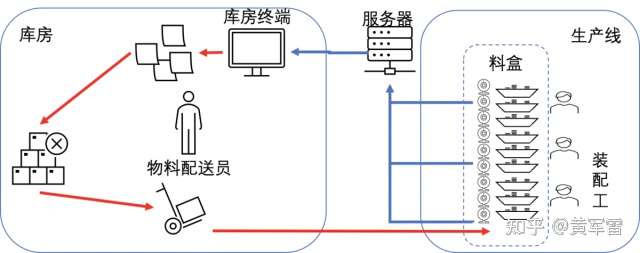
- 操作台旁的料盒里安装传感器,采集物料用量信息;
- 组建工厂局域网;
- 将采集到的信息回传到仓库端,信息包括:工位号,料箱号,零件型号;
- 仓库端图形化显示+任务报警;
项目价值
1、 企业视角。
补料阈值标准化,降低了零部件库存的压力;
减少物料管理人员数,无需为应对多个岗位同时缺料而预备的多个物料管理员。
2、装配工视角。
装配工可以更专注的工作,无需分心配件不足;
装配工作更连续,不因缺料而中断。
3、物料管理视角。
物料管理员不需要频繁来回巡检物料使用情况;
从救火式的工作模式,变成有序响应的模式。
拓展应用
质量管控上,可增加配件与产品的关联,为质量追溯提供基础数据。
工作效率上,可增加装配效率的统计,为工时核定及员工绩效提供基础数据。
库存管理上,可与采购管理结合,让采购计划更有依据。
数据可上云,发挥云上的大数据基础设施,用于数据分析。
数据连接上,可连接工厂中的各种元素,让生产数据统计实时化、直接化、准确化。

- 点赞
- 收藏
- 关注作者
评论(0)